Section 5 – Appendices
Appendix G – Brewing Metallurgy
This appendix may contain a lot more detail than most brewers need, but being a metallurgist, I frequently get asked about metals usage in brewing, so I thought my book would be a good place to write it all down for reference. The three main topics are: cleaning, corrosion, and joining. I will discuss how to best clean the various metals and how the different metals corrode. Homebrewers make a lot of their own equipment from off-the-shelf parts at the hardware store, but you should be aware how building an item from dissimilar metals could accelerate corrosion. Likewise, the joining of metals can present a challenge, so I will provide tips for soldering, brazing, and welding.The primary concern in brewing is flavor. We want to taste the beer, not the materials or processes used in production. While some metals like aluminum, iron, and carbon steel will merely taste bad, other metals can be toxic to yeast and people if the concentrations are high enough. The last section of this appendix lists toxicity information for the metals commonly found in brewing and plumbing.
General Information and Cleaning
Aluminum
Aluminum is a good choice for brew pots and actively-heated mash/lauter tuns. It has high heat conductivity, which helps prevent hot spots and scorching of the wort or mash, and is less expensive than stainless steel. The aluminum alloys most commonly used for cookware are alloys 3003 and 3004, which have very high corrosion resistance. Under the conditions of temperature and pH (4-8.5) normally encountered in brewing, aluminum (by itself) will not corrode and should not contribute any metallic flavor to your beer. However, when using aluminum for a brewing pot, do not clean the metal shiny bright between uses or you may get a metallic off-flavor. Like all metals, aluminum depends on a passive surface oxide for corrosion resistance, and scouring the metal shiny bright will remove the passive film. Allow it to grow dull and gray with use. To encourage a passive film in a brand new pot—wash it thoroughly, dry it thoroughly, and then put it in your oven (dry) at 350°F for about 10 minutes. This will help the anhydrous oxide layer to thicken. To clean aluminum, I recommend percarbonate-based cleaners like Straight A and PBW, or unscented dishwashing detergent like Ivory. Do not use bleach because it can cause pitting of the aluminum.Aluminum will corrode if placed adjacent to another metal like copper in wort or beer, but even this most aggressive situation is usually insignificant in home brewing. I will discuss this in the galvanic corrosion section later.
Copper
Copper has a long history in brewing. It has high heat conductivity, is easy to form, and was traditionally used for making the brewing kettles or “coppers.” These days professional brewers typically choose stainless steel because it is stronger, more inert, and easier to maintain. But for the homebrewer, copper and brass are still the cheapest and best choices for wort chillers and fittings. Copper is relatively inert to both wort and beer. With regular use, it will build up a stable oxide layer (dull copper color) that will protect it from any further interaction with the wort. Only minimal cleaning to remove surface grime, hop bits, and wort protein is necessary. There is no need to clean copper shiny-bright after every use or before contact with your wort. It is better if the copper is allowed to form a dull copper finish with use.However, you need to be aware that copper can develop a toxic blue-green oxide called verdigris. Verdigris includes several chemical compounds—cupric acetate, copper sulfate, cupric chloride, etc.—and these blue-green compounds should not be allowed to contact your beer or any other food item because they are readily soluble in weakly acidic solutions (like beer), and can lead to copper poisoning. To clean heavy oxidation (black), and verdigris, use vinegar, or oxalic acid-based cleansers like Revereware Copper and Stainless Steel cleaner.For regular cleaning of copper and brass, unscented dish detergent or sodium percarbonate-based cleaners are preferred. Cleaning and sanitizing copper wort chillers with bleach solutions is not recommended. Oxidizers like bleach and hydrogen peroxide attack copper. These cleaning agents will quickly cause copper and brass to blacken as oxides form. These black oxides do not protect the surface from further corrosion, and since they are formed under alkaline conditions, are quickly dissolved by the acidic wort. If a wort chiller is cleaned or sanitized with bleach, the yeast will be exposed to potentially harmful levels of dissolved copper. Under normal brewing conditions, no off-flavors are associated with copper, as almost all of it is removed from solution by the yeast.
Brass
Brass is a group of alloys made from copper and zinc with some lead thrown in for machinability. The lead percentage varies, but for the alloys used in plumbing fittings today are required to zero. Gas fittings on the other hand are often machined and will be made with leaded brass alloys. Lead does not alloy or mix with the copper and zinc in brass, but instead exists as tiny globules. (Like bananas in Jell-O.) These globules act as a lubricant during machining and result in a micro-thin film of lead being smeared over the machined surface. It is this lead that can be dissolved off by the wort if you use these type of fittings in your setup. While this teeny, tiny amount of lead is not a health concern, most people would be happier if wasn’t there at all.
Fortunately, this surface lead is very easy to remove by soaking the parts in a solution of vinegar and hydrogen peroxide. You can get these at the grocery store or drug store. You can use white distilled vinegar or cider vinegar; just check the label to be sure it is 5% acid by volume. The hydrogen peroxide should be 3% by volume. To make the solution, mix them at a 2-to-1 volume ratio of vinegar to peroxide. Simply immerse the parts in the solution and watch for the color of the parts to change. The process takes less than 5 minutes to clean and brighten the surface. The color of the brass will change to buttery yellow-gold when the lead is removed. If the solution starts to turn blue or green and/or the parts start darkening, it means that the parts have been soaking too long, the peroxide is used up, and the copper is dissolving which will expose more lead. Make up a fresh solution and soak the parts again. This treatment only needs to be done once before the first use of the parts.
While zinc in an important nutrient for yeast, it can be too much of a good thing. Corrosion of brass can cause soapy or goaty flavors plus increased acetaldehyde and fusel alcohol production when zinc concentrations exceed 5 ppm. But like copper, brass is usually stable in wort and will turn dull with regular use as it builds up a passive oxide layer. Brass should be treated like copper for normal cleaning.
Carbon Steel
Carbon steel is predominantly iron, alloyed with carbon and other trace elements. In homebrewing it is commonly used for porcelain-enamel cookware and as rollers in grain mills. Many homebrewers get started in the hobby with an enamelware brewpot because of their low cost. The drawback with these pots is that the porcelain can become cracked or chipped with use, exposing the steel to the wort. While a little extra iron/rust in your diet won’t hurt you, it will taste bad and form haze. There is no practical way to fix these flaws in the porcelain, and the steel will rust between uses. A rusty pot will cause metallic, blood-like off-flavors in the wort.
Many brewers like to build their own roller mills for crushing grain. Carbon steel is not stainless steel and needs to be protected against rusting by oiling or plating. If the roller steel is kept clean and dry between crushes, then it usually won’t rust. It can be cleaned with a nylon or brass wire brush to remove any light rusting that may occur. Cleaning with steel wool or a steel wire brush will actually promote corrosion.
You can improve the corrosion resistance of carbon steel slightly by rubbing it with vegetable oil and buffing it off like car wax. By doing this you protect the surface oxides from hydration, producing a black oxide rather than rust. The black oxide is more adherent and will eventually cover the entire surface inhibiting further corrosion. The oil will become more wax-like too as the volatile components vaporize over time. This oxide/wax coating has limited corrosion resistance and direct contact with water will usually induce red rust. The rust can be cleaned away as described above to restore the more passive surface.
Stainless Steel
Stainless steels are iron alloys containing chromium and nickel. The most common type of stainless steels used in the food and beverage industry are the 300 series—typically containing 18% chromium and 8% nickel. The specific alloys that are most often used are AISI 304 and 316, which are very corrosion resistant and are basically inert to beer. The presence of chromium and its oxides inhibit rust and corrosion. Stainless steel is referred to as being “passivated” when the protective chromium oxide surface layer is unbroken. If this oxide layer is breached by iron (from a wire brush or drill bit) or dissolved by chemical action (like bleach) or compositionally altered by heat (brazing or welding) it will rust. The problem with stainless steel corrosion is usually not an off-flavor, but more often a hole in a valuable piece of equipment.
If the protective oxide layer is compromised, stainless steel can be repassivated by thoroughly cleaning to remove the contamination. Usually this cleaning involves dipping the steel in nitric or citric acid to dissolve free-iron or heavy oxides. But before you head out to buy acid, let me emphasize that you do not need it to passivate your stainless steel. The key to achieving a passive surface is getting the steel clean and free of contaminants. The easiest way to do this at home is to use a kitchen cleanser made for cleaning stainless steel cookware. Three examples are Bar Keepers Friend, Kleen King, and Revereware Stainless Steel cleansers. The active ingredient in these cleansers is oxalic acid, and it serves the same cleaning purpose as nitric acid. Once the surface has been cleaned to bare metal, the passive oxide layer will reform immediately. These cleansers also work very well for cleaning copper.
What this means is that you can perform cutting, grinding, soldering, or welding on your stainless steel and with just a few minutes of work with cleanser and a green scrubby, it will be passive again. Be sure to rinse thoroughly with clean water afterward so you don’t leave any acid behind. Do not use steel wool or it will cause rust.
A stainless steel scrubby is fine for general cleaning but be aware that it can scratch and potentially cause rust spots.
As you may be realizing, stainless steel is not invulnerable. Unfortunately, people tend to assume it is and then are shocked when it does corrode. Stainless steel has an Achilles heel, and that weakness is chlorine, which is common in cleaning products. Chlorine can dissolve the protective oxides, exposing the metal surface to the environment. Let’s suppose you are sanitizing a corny keg with bleach. If there is a scratch, or a rubber gasket against the steel that creates a crevice, then these secluded areas can lose their passivation. Inside the crevice, on a microscopic scale, the chlorides can combine with the oxygen from the oxide to form chlorite ions. That crevice becomes a tiny, highly active site compared to the more passive stainless steel around it, so it corrodes. This mechanism is known as crevice corrosion.
The same thing can happen at the water’s surface if the keg is only half full. In this case, the steel above the waterline is in air and the passive oxide layer is stable. Beneath the surface, the oxide layer is less stable due to the chloride ions, but it is uniform. With a stable area above, and a less stable but very large area below, the waterline becomes the “crevice.” Usually this type of corrosion will manifest as pitting or pinholes. The mechanism described is accelerated by localization so a pit is most often the result and can cause pinholes in kegs half-filled with bleach solution within a few hours.
Bio-fouling (trub deposits) and beerstone scale (calcium oxylate) can cause corrosion by a similar mechanism. The metal underneath the deposit can become oxygen depleted via biological or chemical action. When this happens, it will lose passivation and become pitted. This is why the removal of beerstone from stainless steel storage or serving tanks is important. The dairy industry has the same problem with calcium oxylate and uses phosphoric acid to dissolve the buildup. Phosphoric acid is a good choice as it does not attack the steel. Do not use swimming pool (muriatic) acid to dissolve beerstone or clean stainless steel. The acid used for swimming pools is actually hydrochloric acid, which is very corrosive to stainless steel.
A second way that chlorides can cause corrosion of stainless is by concentration. This mode is very similar to the crevice mode described above. By allowing chlorinated tap water to evaporate and dry on a steel surface, the chlorides become concentrated. The next time the surface is wetted, dissolution of the oxides at that spot will occur quickly, creating a shallow pit. The next time the keg is allowed to dry, that pit will probably be one of the last sites to dry, causing chloride concentration again. At some point in the life of the keg, that site will become deep enough for crevice corrosion to take over and the pit will corrode through.
To prevent the stainless steel from being attacked and pitted by the use of chlorinated cleaning products like bleach, follow these three simple guidelines:• Do not allow the stainless steel vessel to sit for extended periods of time (hours, days) filled with bleach water or another chlorinated cleaning solution.• If you use bleach for cleaning, rinse the vessel thoroughly with water and dry it to prevent evaporation concentration. • Use percarbonate-based cleaning products like PBW, Straight A, B-Brite and One-Step, which won’t attack the protective oxide layer.• Some of the chemical company guys also recommend a final rinse with an acidic product such as phosphoric acid rinse or sanitizer, although this is a belt and suspenders solution.
Galvanic Corrosion
All corrosion is basically galvanic (an over-generalization). The electrochemical difference between two metals in an electrolyte causes an electric current to flow and causes one of the metals to ionize. These ions combine with oxygen or other elements to create corrosion products. Cleaning off the corrosion products will not solve the problem. The cause of the corrosion is usually the environment (electrolyte) and the metals themselves. Think back to your high school chemistry class and I will explain. An electrolyte can be defined as any liquid containing dissolved ions or salts, like tap water or sea water. Metals will corrode faster in strong electrolytes (sea water) than in weak electrolytes (tap water). Sticking a copper wire and a nail in a potato will give a different voltage (and therefore a different corrosion rate), than putting them in a glass of beer. And the ratio of the surface areas directly affects the corrosion rate too.
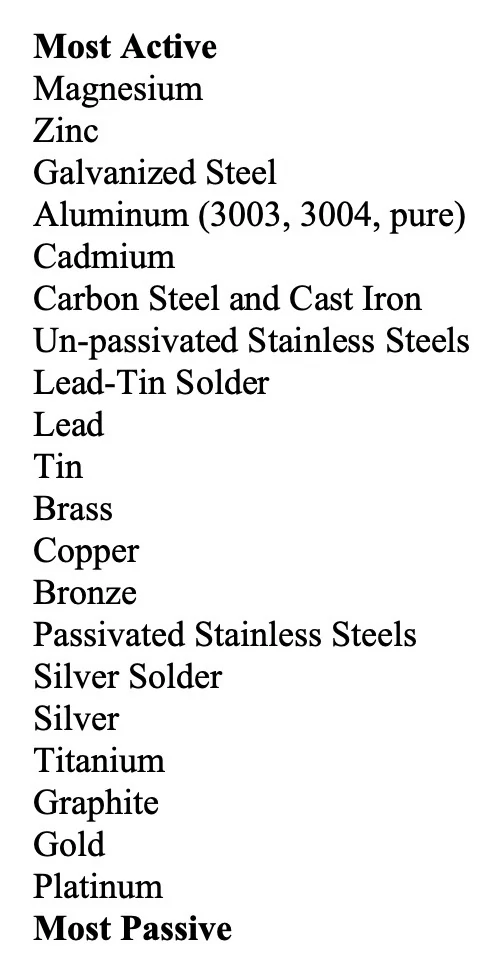
Because the galvanic corrosion potential of two metals depends on several factors, including electrolyte and surface area, the standard electrolyte for comparing galvanic potential is seawater. A galvanic series lists the corrosion potential of different metals from most active to most passive. When two metals are placed in contact with one another in the electrolyte, the most active metal of the pair will corrode. The separation of the two metals in the series gives an indication of the aggressiveness of the corrosion, all other factors being equal.The surface area factor works like this: if you have an active metal coupled to a passive metal, and the passive metal has a larger surface area than the active metal, the corrosion of the active metal will be increased. If the active metal area is larger than the area of the passive metal, the corrosion of the active metal will decrease significantly. In either case, most of the corrosion will take place at the interface of the two metals.
This means is that if you have small area of aluminum in contact with a large area of brass, the aluminum will corrode quickly. But, if you mount a small brass fitting on an aluminum pot, very little corrosion of the aluminum will take place because of the large difference in surface areas. Brass, copper, stainless steel, and silver solder are close enough together on the galvanic series that there is not much potential for corrosion between them. In my own experience, I’ve had brass and copper fittings mounted or soldered to my stainless steel converted kegs for the past 6 years and have not seen any corrosion to speak of. Randy Mosher, the “buck a pound brewery” guy, has copper-to-stainless brazed with silver braze, and welded with aluminum bronze in use for several years with no problems either.
This brings up the deciding factor in galvanic corrosion situations—exposure time. As homebrewers, our equipment is not operated 7 days a week. The equipment is only exposed to an electrolyte for a few hours at time, every couple of weeks or so. This is not much exposure compared to a professional brewery or other industrial corrosion situations. So, even if we design and build equipment with galvanic couples, the useful life of our equipment is pretty long.
Table 38 – Galvanic Series in Sea Water
Soldering, Brazing, and Welding
Soldering
Soldering is the only non-mechanical joining process you need 90% of the time when you are building homebrewing equipment. The other 10% usually consists of welding a stainless steel nipple onto a converted stainless steel keg (more on this later). Soldering with lead-free silver plumbing solder allows you to join any of the metals we’ve discussed—although I would not advise soldering brass or copper to aluminum because of the increased galvanic affect.
The most common difficulty encountered when trying to solder to stainless steel is lack-of-wetting—the solder just balls up and sits there. This is caused by not having the proper flux. The surface oxides that protect stainless steel also make it difficult for the solder to wet it. Look for a water-soluble flux that contains hydrochloric acid or zinc chloride. The second most common difficulty is getting the parts hot enough. Most of the time a propane torch is sufficient, but sometimes a methylacetylene-propadiene (MPS) type gas (e.g., MAPP gas) is needed if the parts are very large. MPS gas burns hotter than propane, but not as hot as acetylene and does not need special equipment. A good strategy is to “tin” one of the parts with solder beforehand to create a pre-wetted surface. Flux is then applied to the other parts and the joint is fitted together and heated. In this way, the surfaces are protected from oxidation until the solder can melt and make the joint. Once hot, more solder can be fed into the joint to finish it.
Brazing
Brazing is exactly like soldering except the filler metals are stronger and melt at higher temperatures. Unless you are going to butt braze a nipple onto the side of a keg, there is no real reason to use brazing instead of soldering. Brazing provides for a stronger joint, but usually the strength of soldering is more than adequate. A problem with brazing stainless steel is that the brazing temperatures are right in an embrittling temperature range of 800-1600°F (425-870°C). These temperatures allow the chromium to diffuse away from the grain boundaries to form chromium carbides, depleting that area of chromium and creating un-stainless steel. In other words, it will crack and rust. Steel that has been exposed to these temperatures is referred to as being “sensitized.” This situation soon leads to localized corrosion and rapid cracking of the grain boundaries. All exposure to these temperatures is cumulative and the resulting chromium diffusion cannot be corrected in any practical manner for homebrewers. It is much better to just avoid these temperatures and prevent it from occurring.
Welding
If you need a really strong joint in stainless steel, the best method is welding, and the best welding method for adding nipples to converted kegs or pots is gas tungsten arc welding (GTAW), also known as TIG welding. TIG welding has the advantage of a small weld head, lower heat input is required, and filler metal is optional. The other common welding methods for stainless steel: gas metal arc welding (GMAW) also known as MIG, and shielded metal arc welding (SMAW) or “Stick Arc.” These processes are not as well suited for welding thin sections. Although MIG is probably the most common process for welding stainless steel, the large weld head must be held close to the work and this decreases its effectiveness in tight areas.
It is pretty easy to check the Yellow Pages under Welding and find a local stainless steel welder to do the job for you. You will most likely not exceed their one hour minimum charge. In fact, when I had nipples put on 3 kegs a few years ago, I was only charged $25 dollars for the bunch. (Okay, it has now been over 10 years ago.—JP) One thing to keep in mind after welding is that the blue-ish or straw colored area around the weld joint is no longer passivated. The heat has created different oxides that can corrode, so you will need to use the stainless steel cleansers mentioned earlier to clean the discoloration away to bare metal so it can repassivate itself.
Note: Do NOT weld galvanized or cadmium-plated steel parts. These metals vaporize easily and can cause metal-fume fever as well as acute toxicity from inhalation. In fact, cadmium has no place in the brewery at all due to its high toxicity. Galvanized parts for stands, etc can be welded if the zinc coating is first sanded/ground off within 1/2” of the weld area.
Hopefully this appendix has given you the information you need to help choose your materials and processes for gadget building. The points to remember are:• Metals depend on passive surface oxides for corrosion protection• Cleaning metals shiny bright may lead to off-flavors• Soldering will usually do the job, and if not, welding is easily hired out.
Toxicity of Metals
While many people are aware of the general toxicity of lead and cadmium, most people don’t know how they are toxic. In all cases of acute heavy metal poisoning by ingestion, the symptoms are nausea and vomiting. Chronic (long term) poisoning symptoms are more varied, but often involve skin discoloration, weakness, and anemia. The following information comes from two books on industrial hygiene and much of the data is from standard FDA animal testing. The notation “LD50” means that half of the (mice) in the test were killed by the test dosage, and the dosage is stated as milligrams ingested per kilogram of body weight.
Aluminum
Usage: Cookware and tubing.
Galvanically active.
There was a concern ten years ago that the use of aluminum in cooking and the ingestion of aluminum contributed to Alzheimer’s Disease. The medical study that generated the controversy was later found to have been flawed due to contamination of the test samples. An independent experiment conducted by Jeff Donaghue and reported in Brewing Techniques, Vol. 3, No. 1, showed that in side-by-side, aluminum vs. stainless steel, boils of wort from a single mash, there was no detectable difference in the amount of aluminum between the samples either before or after fermentation. The amount of aluminum in the wort boiled in the aluminum pot was less than the detection limit for the test—.4 mg/l or .4 ppm. If you drank twenty liters (5 gal.) of that beer, you would only ingest 20 milligrams of aluminum, about the same amount as a single buffered aspirin tablet, and half of what you would get from a single antacid tablet.
Acute Toxicity: Aluminum chloride—770 mg/kg body weight LD50
Chronic Toxicity: No data.
Cadmium
Usage: Cadmium is an ingredient in some solders and brazing alloys, none of which are approved for use with food. Cadmium is also used as an industrial protective coating for steel (most common in nuts and bolts), like galvanizing, but it has a more golden color.
Galavanically active.
Acute Toxicity: Symptoms are exhibited upon ingestion of 14.5 mg, which causes nausea and vomiting. A case where a 180 lb man ingested 326 mg was not fatal. The presence of copper or zinc at the time of ingestion will lesson the absorption of cadmium into the body, and reduce the toxic effects. Cadmium is easily vaporized during welding and can cause acute toxicity from inhalation.
Chronic Toxicity: A study with rats found a 50% reduction in hemoglobin over 3 months when rats drank water containing 50 ppm. Other rats drinking water with .1 to 10 ppm for 1 year showed no change in hemoglobin levels.
Chromium
Usage: Secondary constituent of stainless steel. Used as electroplated coating for carbon steel. Galvanically passive.
The Chromium 6 ion, which received so much publicity in the 1990’s, is not encountered in homebrewing. Chromium 6 is electrically generated in solution during chromium electroplating and is a wastewater contaminant. Chromium 6 is not generated by water sitting in contact with electroplated chromium, nor by the galvanic corrosion of stainless steel.
Acute Toxicity: Soluble chromates are of very low toxicity when ingested, 1500 mg/kg body weight before symptoms are seen. Chromium is most toxic when inhaled as fumes or dust. Chromium is not vaporized during typical welding of stainless steel.
Chronic Toxicity: No documented evidence of long term toxicity from soluble chromates.
Copper
Usage: Rigid and flexible tubing for plumbing and refrigeration systems.
Galvanically passive.
Copper is an essential nutrient and the average daily intake is 2-5 milligrams. Ninety nine percent is excreted from the body in the feces.
Acute Toxicity: 200 mg/kg body weight of copper salts is the lowest lethal dose.
Chronic Toxicity: While dosages are not recorded, chronic poisoning symptoms include: headache, fever, nausea, sweating and exhaustion. Sometimes hair, fingernails, skin, and bones will turn green.
Iron
Usage: Primary constituent of carbon steel and stainless steel.
Galvanically active.
While iron is an essential nutrient, overdoses of iron supplements are very dangerous.
Acute Toxicity: Ferric Chloride—400 mg/kg LD50. Symptoms of iron toxicity include: headache, nausea, vomiting, anorexia/ weight loss and shortness of breath. Skin might turn gray.
Chronic Toxicity: No data on dose. 10mg per day is the USRDA for men, 12mg per day for women.
Lead
Usage: Tertiary constituent of brass; used in plumbing fixtures, fittings, and non-food grade solders.
Acute Toxicity: The oral dose of soluble lead needed to kill a guinea pig is 1330 mg/kg body weight.
Chronic Toxicity: Lead slowly accumulates in the body. Normal intake from environmental sources averages .3 mg a day. Ninety two percent is excreted. Blood tests are a good indicator of lead exposure. Normal blood lead levels in adults are between 3-12 micrograms per 100 grams of whole blood. Adverse affects are not seen until a person has a blood lead level of over 20 micrograms/100 grams whole blood for several years. The more serious symptoms are not seen until blood levels test over 50 micrograms for a period of 20 years, or from a single massive dose. The symptoms of lead poisoning range from loss of appetite, metallic taste in the mouth, to anxiety, nausea, weakness, headache, to tremors, dizziness, hyperactivity, to seizures, coma and death from cardiorespiratory failure. Men will also suffer from impotence and sterility.
Zinc
Usage: Zinc is a secondary constituent of brass. It is an essential nutrient and the USRDA is 15 mg.
Acute Toxicity: Mass poisonings have been repeatedly reported from drinking acidic beverages from galvanized containers. (e.g. Wine punch in trash cans) Fever, nausea, stomach cramps, vomiting and diarrhea occurred 3-12 hours after ingestion. The lowest lethal dose in guinea pigs is 250 mg/kg. Zinc is easily vaporized during welding and can cause acute toxicity from inhalation. Short-term symptoms mimic the flu and are indeed called “welder’s flu” and “metal fume fever.”
Chronic Toxicity: No apparent injury in rats from .5 to 34 mg of ZnO for periods of 1 month up to 1 year.
References
“Casarett and Doull’s Toxicology,” 2nd Edition, MacMillan Publishing Co., New York, 1980.“Patty’s Industrial Hygiene and Toxicology,” 3rd Edition, Vol. 2A, John Wiley and Sons Inc., New York, 1981.Owen, Charles, A., “Copper Deficiency and Toxicity,” Noyes Publications, Park Ridge, New Jersey, 1981.My thanks to Mike Maag—Industrial Hygienist with the Virginia Dept of Labor and Industry for helping me track down this information.