Section 1 – Brewing with Malt Extract
Chapter 8 - Fermentation
In this chapter, we will discuss fermentation – how the yeast turns wort into beer. As important as the yeast process is to achieve a good batch, it is also the one step that is most often taken for granted by beginning brewers. A lot of thought will be given to the recipe: which malts, which hops, but often the yeast choice will be whatever was taped to the top of the kit. <sigh> Even if some consideration is given to the brand of yeast and the strain, very often the pitching conditions are not planned or controlled. The brewer cools the wort, aerates it a bit, and then sprinkles the yeast on the wort and waits for it to do its thing.
It has been common for brewing texts to over-emphasize having a short “lagtime”—the period of time after pitching the yeast to when the airlock started bubbling. This lagtime was the benchmark that everyone would use to gauge the health of their yeast and the vigor of the fermentation—the shorter the better.
While it is a notable indicator, a short lagtime does not guarantee an exemplary fermentation and an outstanding beer. A short lagtime only means that initial conditions were favorable for growth and metabolism. It says nothing about the total amount of nutrients in the wort or how the rest of the fermentation will progress.
The fermentation may also appear to finish quickly when in fact it was not super-efficient, but rather, incomplete. The point is that speed does not necessarily correlate with quality. You need to understand the fermentation process, and how it is affected by conditions, before you can judge it solely on time.
Factors for a Good Fermentation
There are three principal factors that determine fermentation activity and results: Yeast, Wort Nutrients and Temperature.
Yeast Factors
[figure 56 – yeast factors in fermentor]The first step to achieving a good fermentation is to pitch enough yeast. The general rule of thumb is 1 billion cells per liter per degree Plato. One degree Plato is about 4 gravity points, so a 1.044 OG wort would be 11°P. A 20 liter batch size would need 20 x 11 x 1 billion = 220 billion cells. This is roughly two liquid yeast pouches. This rule of thumb is rather generous for ales, most ale strains can sufficiently ferment at a rate of 0.75 billion per liter per °P. Lager strains typically need a higher rate, such as 1.5 billion per liter per °P.
If you are repitching yeast harvested from a previous fermentation, plan on pitching at least 1⁄3 cup (75 ml) of yeast slurry into a typical 5 gallon batch of ale or 2⁄3 cup of slurry for lagers. For stronger beers, OG > 1.055, more yeast should be pitched to ensure optimum fermentations. For very strong beers like doppelbocks and barleywines, at least 2 cups of slurry should be pitched. See Chapter 6 for recommended pitching rates.
The yeast can be grown via a yeast starter or it can be harvested from previous fermentations. When yeast is harvested from a previous fermentation, it should be skimmed from the krausen, taken from the upper layer of the primary yeast cake. This yeast will have the optimum characteristics for re-pitching. The yeast from the secondary typically has low sterols and should be pitched to a well-aerated starter before brewing.Healthy yeast that is obtained from a starter or recently from a prior fermentation will have good vitality and will readily adapt to the new wort. With good levels of aeration and nutrients, the yeast will quickly multiply to the numbers necessary for an exemplary fermentation.
Yeast consume sugars methodically, starting with the monosaccharides (and the disaccharide sucrose), before fermenting the main wort constituent maltose, and finally finishing up with the trisaccharide maltotriose.
Wort Factors
There are two considerations that are needed to ensure that the wort has been properly prepared to support a good fermentation. The first is oxygen supplied via aeration. The role of oxygen in yeast growth and methods for aerating the wort were covered in Chapter 6—Yeast. The second consideration is the level of amino acid nutrients in the wort, specifically referred to as Free Amino Nitrogen or FAN. Malted barley normally supplies all of the FAN and nutrients that the yeast need to grow and adapt to the fermentation environment. So, for a typical all-malt brew, this is not a problem. However, if the recipe incorporates large amounts (>30% by weight) of adjuncts (e.g. corn, rice, unmalted wheat, unmalted barley), honey, or refined sugars, then the wort may not have the minimum levels of nutrients necessary for the yeast to build strong cells. Extracts from light beer kits are sometimes thinned with corn sugar, so it’s a good idea to add some yeast nutrient powder to worts that are made exclusively from them. In addition to the lack of nutrients, wort with a high percentage of refined sugar (~30%), may cause the yeast to lose the ability to secrete the enzymes that allow them to ferment maltose, resulting in a stuck fermentation.
Temperature Factors
The third factor for a good fermentation is temperature. Yeast are greatly affected by temperature—too cold and they go dormant, too hot (more than 10°F above the nominal range) and they indulge in an orgy of fermentation creating excessive byproducts that often ruin the flavor of the beer.
A common mistake that many homebrewers make is pitching the yeast when the wort has not been chilled enough, and is still warm (>80°F). If the wort is warm when the yeast is pitched and slowly cools to room temperature during primary fermentation, more metabolites (byproducts) will be produced in the early stages than the yeast can reabsorb during the maturation stage. Furthermore, fermentation is an exothermic process. The internal temperature of the fermentor can be as much as 10°F above ambient conditions, just due to yeast activity. This is one good reason to keep the fermentor environment in the proper temperature range; so that with a normal vigorous fermentation, the beer turns out as intended, even if it was warmer than the surroundings. Therefore, if its mid-summer and you don’t have a way to keep the fermentor cool, then the beer will probably not be very good.
Green apple flavors from acetaldehyde, and buttery flavors from diacetyl, can be cleaned up by maturation, but others cannot. High temperatures encourage the production of fusel alcohols—heavier alcohols that can have harsh solvent-like flavors. High temperature fermentation can also create an excess of esters resulting in banana- or bubble-gum-flavored beers. Once created, these flavors cannot be reduced by conditioning. See Chapter 10 for more discussion on how to prevent and control these off-flavors during fermentation.
Redefining Fermentation
[figure 57 – 3 phases of fermentation]The fermentation of malt sugars into beer is a complicated biochemical process. It is more than just the conversion of sugar to alcohol, although that can be considered the primary activity. Total fermentation is better defined as three phases, the Adaptation or Lagtime phase, the Attenuative or Primary phase and a Maturation or Secondary phase. The yeast do not end Primary before beginning Secondary, the processes occur in parallel, but the maturation processes occur more slowly. As the majority of simple sugars are consumed, more and more of the yeast will transition to eating the larger, more complex sugars and early yeast by-products. This is why beer (and wine) improves with age to a degree, as long as they are on the yeast. Beer that has been filtered or pasteurized will not benefit from aging.
Lagtime or Adaptation Phase
Immediately after pitching, the yeast start adjusting to the wort conditions and undergo a period of high growth. The yeast use any available oxygen in the wort to facilitate their growth processes. They can use other methods to adapt and grow in the absence of oxygen, but they can do it much more efficiently with oxygen. Under normal conditions, the yeast should work through the adaptation phase and begin primary fermentation within 24 hours. If 48 hours pass without apparent activity, then a new batch of yeast should probably be pitched.
At the beginning of the adaptation phase, the yeast take stock of the sugars, FAN and other nutrients present, and figure out what enzymes and other attributes it needs to adapt to the environment. The yeast use their own glycogen reserves, oxygen, and wort lipids to synthesize sterols to build up their cell membranes. The sterols are known to be critical for enabling the cell membrane to be permeable to wort sugars and other wort nutrients. Sterols can also be produced by the yeast under poor oxygen conditions from lipids found in wort trub, but that pathway is much less efficient.
Once the cell walls are permeable, the yeast can start metabolizing the amino nitrogen and sugars in the wort for food. Like every animal, the goal in life for the yeast cell is to reproduce. Yeast reproduce asexually by “budding.” Daughter cells split off from the parent cell. The reproduction process takes a lot of energy and aerobic metabolic processes are more efficient than anaerobic. Thus, an oxygen-rich wort shortens the adaptation phase, and allows the yeast to quickly reproduce to levels that will ensure a good fermentation. When the oxygen is used up, the yeast switch metabolic pathways and begin what we consider to be fermentation—the anaerobic metabolism of sugar to alcohol. This pathway is less energy efficient, so the yeast cannot reproduce as proficiently as during the adaptation phase.
The key to a good fermentation is lots of strong healthy yeast—yeast that can get the job done before going dormant due to depleted resources, rising alcohol levels, and old age. As noted, the rate of reproduction is slower in the absence of oxygen. At some point in the fermentation cycle of the beer, the rate of yeast reproduction is going to fall off towards zero. By planning the initial pitching rate and providing optimum conditions for yeast reproduction and growth in the wort initially, we can ensure that there is enough yeast to fully attenuate and condition the beer.
Primary or Attenuative Phase
The primary or attenuative phase is marked by a time of vigorous fermentation and can last anywhere from 2–6 days for ales, or 4–10 days for lagers, depending on conditions. The majority of the attenuation occurs during the primary phase, when the gravity of the beer drops by 2⁄3–3⁄4 of the original gravity (OG).
[figure 58 – carboy at full krausen]Figure 58— A healthy, creamy, krausen of yeast floats on top during the primary fermentation stage. This is a good time to skim off some yeast to save for a future batch.
A head of foamy krausen will form on top of the beer. The foam consists of yeast and wort proteins and is a light creamy color, with islands of green-brown gunk that collect and tend to adhere to the sides of the fermentor. The gunk is composed of extraneous wort protein, hop resins, and dead yeast. These compounds are very bitter and if stirred back into the wort, would result in harsh aftertastes. Fortunately these compounds are relatively insoluble and are typically removed by adhering to the sides of the fermentor as the krausen subsides. It is not necessary to use a blowoff hose or to skim the gunk from the krausen unless you want to harvest some of the yeast.
As the primary phase winds down, most of the yeast start settling out and the krausen starts to subside. If you are going to transfer the beer off of the trub and primary yeast cake, this is the proper time to do so. Take care to avoid aerating the beer during the transfer. At this point in the fermentation process, any exposure to oxygen will only contribute to staling reactions in the beer, or worse, expose it to contamination.
Many canned kits will advise bottling the beer after one week or after the krausen has subsided. This is not a good idea because the beer has not yet completed the maturation phase. At this time the beer would taste a bit rough around the edges (e.g. yeasty flavors, buttery tones, green apple flavors) but that will disappear after a few days or weeks of maturation, depending on the yeast strain and the fermentation environment.
Secondary or Maturation Phase
The reactions that take place during the maturation phase are primarily a function of the yeast. The vigorous primary stage is over, the majority of the wort sugars have been converted to alcohol, and a lot of the yeast cells are going dormant—but some are still active.
The secondary phase allows for the slow reduction of the remaining fermentables and early byproducts. The yeast have eaten most all of the easily fermentable sugars and now start to work on the heavier sugars like maltotriose. Diacetyl and acetaldehyde continue being reduced as well. There used to be a lot of controversy within the homebrewing community on the value of racking beers, particularly ales, to secondary fermentors. Racking to a secondary fermenter used to be standard practice in the olden days when yeast packages would sit on the shelf for months at a time. There is a risk trade-off between letting the yeast finish the job and getting the beer off the trub. Today, yeast are packaged in a much healthier condition, they are more vigorous and are much less likely to die after fermentation.
The dormant yeast on the bottom of the fermentor can excrete undesirable amino and fatty acids. Leaving the post-primary beer on the trub and yeast cake for too long (more than a month, for example) can result in soapy flavors in the beer due to oxidation and other chemical reactions. Further, after very long times the yeast may begin to die and break down—autolysis, which produces meaty or umami flavors and smells. Depending on the yeast strain, wort composition, fermentation conditions, and phase of the moon [smiley emoji here], it may be necessary to get the beer off of the trub and dormant yeast during the maturation phase. However, now that you have been duly warned, I will say that I routinely leave my beer in the primary for 3-4 weeks, due to lack of time, clean bottles, and a sanitized siphon, without any problems. Healthy yeast and healthy fermentations are much less likely to autolyze.
Leaving an ale beer in the primary fermentor for a total of 2-3 weeks, instead of just one, will provide time for maturation and improve the beer. The extra time will also let more sediment settle out before bottling, resulting in a clearer beer and easier pouring.

Figure 56 – Yeast need a balanced diet and favorable conditions.

Figure 57 - The three phases of fermentation: Adaptive, Attenuative, Maturation, (and flocculation).

Figure 58 - A healthy, creamy, krausen of yeast floats on top during the primary fermentation stage. This is a good time to skim off some yeast to save for a future batch.
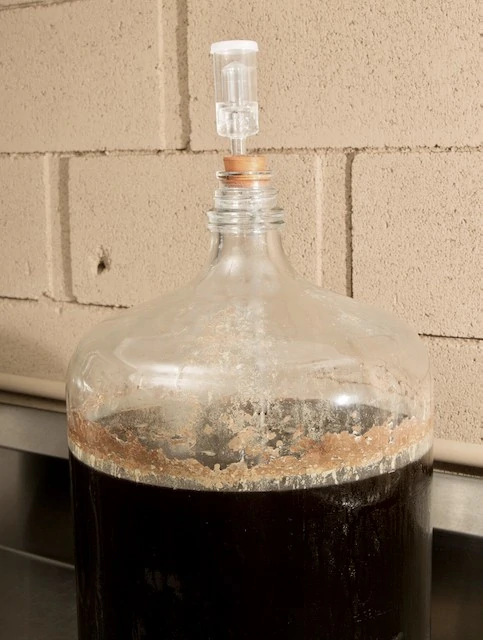
Figure 59 — As the primary stage and secondary stages wind down, the yeast flocculates and the krausen settles back into the beer.
Maturation Processes
After the vigorous, primary stage is over, the majority of the wort sugars have been converted to alcohol, and a lot of the yeast are going dormant; but there is still yeast activity. During the earlier phases, many different compounds were produced by the yeast in addition to ethanol and CO2, (e.g., acetaldehyde, esters, amino acids, ketones, dimethyl sulfide, etc). Once the easy food is gone, the yeast start re-processing some of these by-products.
The two main byproducts that need to be reduced during maturation are diacetyl and acetaldehyde. Diacetyl and its sister compound, pentanedione, are two diketones that have buttery and honey-like flavors. These compounds are considered flaws when present in large amounts and can cause flavor stability problems during storage. They are not produced by the yeast. Instead, they are produced by a chemical oxidation reaction from acetohydroxy acid precursors which are produced by the yeast. The yeast have to wait for the precursors to be oxidized to diacetyl before they can take it up, and this oxidation is faster at warmer temperatures, and for this reason brewers often utilize a diacetyl rest (raising the temperature a few degrees towards the end of fermentation) to facilitate conversion and encourage the yeast to eat it up. Diacetyl rests will be discussed further in Chapter 10.
Acetaldehyde is an aldehyde that has a pronounced green apple smell and taste. It is an intermediate compound in the production of ethanol. Normally the yeast would process the acetaldehyde internally before excreting it as alcohol. But, if the yeast are stressed, they won’t bother and won’t take the time to process it; it just gets excreted. This can give a green apple, cidery, sliced pumpkin or latex paint aroma and flavor to the beer. However, healthy yeast can reduce these compounds during the later stages of fermentation.
The yeast can also produce an array of fusel alcohols during primary fermentation in addition to ethanol. Fusels are higher molecular weight alcohols that often give harsh solvent-like tastes to beer. During secondary fermentation, the yeast will convert some of these alcohols to more pleasant, fruity-tasting esters. Warmer temperatures encourage ester production.Basically, these byproducts are released from the yeast cell as waste. Stressful fermentations, (i.e., temperature too high or too low, lack of nutrients, too much nutrient, etc.) generally produce more waste products.
See Figure 59 – As the primary stage and secondary stages wind down, the yeast flocculates and the krausen settles back into the beer.
At the end of fermentation, the suspended yeast flocculates (settles out) and the beer clears. High molecular weight proteins also settle out during this stage. Tannin/phenol compounds will bind with the proteins and also settle out, greatly smoothing the taste of the beer. This process can be helped by chilling or lagering the beer. In the case of ales, this process is referred to as cold conditioning, and is a popular practice at most brewpubs and microbreweries. Cold conditioning for a week helps clear the beer with or without the use of finings. Fining agents, such as isinglass (fish bladders), Polyclar (plastic dust), or gelatin, can be added to the fermentor to help speed the flocculation process and promote the settling of haze-forming proteins and tannins. While much of the emphasis on using finings is to combat aesthetic chill haze, the real benefit of dropping those compounds is to improve the taste and long term stability of the beer. See Appendix C—Beer Clarity for more info.
Using Secondary Fermentors
Author’s Note (2025): I no longer recommend the use of secondary fermenters. Fermentation and maturation are a yeast function and should occur in the primary fermenter. After maturation has occurred, lager beers can be racked to a lagering tank (or serving keg) and chilled to encourage yeast flocculation and haze precipitation. Lagering will be discussed thoroughly in Chapter 10.
Using a two stage fermentation is usually only necessary for strong lagers and high OG ales, and requires a good understanding of the fermentation process. At any time, racking the beer can adversely affect it because of potential oxygen exposure and contamination risk. It is important to minimize the amount of headspace in the secondary fermentor to minimize the exposure to oxygen until the headspace can be purged by the still-fermenting beer. For this reason, plus the fact that they’re permeable to oxygen, plastic buckets do not make good secondary fermentors. Five gallon glass carboys make the best secondary fermentors.
The following is a general procedure for using a secondary fermentor.1. Allow the Primary Fermentation stage to wind down. This will be 2–6 days (4–10 days for lagers) after pitching when the bubbling rate drops off dramatically to about 1-5 per minute. The krausen will have started to settle back into the beer and the surface will begin to clear.
2. Using a sanitized siphon (no sucking or splashing!), rack the beer off the trub into another clean fermentor and affix an airlock. The beer should still be fairly cloudy with suspended yeast. Racking from the primary may be done at any time after primary fermentation has more-or-less completed. Most brewers will notice a brief increase in activity after racking, but then all activity may cease. This is very normal, it is not additional primary fermentation per se, but just dissolved carbon dioxide coming out of solution due to the disturbance. Fermentation (conditioning) is still taking place, so just leave it alone.
Secondary Fermentor vs. Bottle Conditioning
Conditioning can be done in either the secondary fermentor or the bottle, but the two methods do produce different results. It is up to you to determine how long to give each phase to produce your intended beer.
Yeast activity is responsible for conditioning, so it is logical that the greater yeast mass in the fermentor is more effective at conditioning than the smaller amount of suspended yeast in the bottle. This is why I recommend that you give your beer more time in the fermentor before bottling. When you add the priming sugar and bottle your beer, the yeast go through the same three stages of fermentation as the main batch, including the production of byproducts. If the beer is bottled early, i.e. 1 week old, then the small amount of yeast in the bottle has to do the double task of conditioning the priming byproducts as well as those from the main ferment. You could very well end up with an off-flavored batch.
Conditioning works better in the fermentor where there is more yeast. If the beer is bottled and primed immediately after the primary phase winds down, the smaller amount of suspended yeast in the bottle have to do double duty to condition the beer of the byproducts and ferment the priming sugar. This is why I recommend a total of at least two weeks in primary for ales, and three weeks for lagers.
Studies have shown that priming and bottle conditioning is a very unique form of fermentation due to the oxygen present in the headspace of the bottle—only about 30% of which is used. The other 70% can contribute to staling reactions. Additional fermentables have been added to the beer to produce the carbonation, and this results in very different ester profiles than those that are normally produced in the main fermentor. In some styles, like Belgian Strong Ale, bottle conditioning and the resultant flavors are the hallmark of the style. These styles cannot be produced with the same flavors via kegging.
For the best results, the beer should be given time to condition before priming and bottling. And to minimize the risk of off-flavors from sitting on the trub, extended conditioning should be done in a secondary fermentor. There will still be sufficient yeast in suspension to ferment the priming sugar and carbonate the beer, even if the yeast have flocculated and the beer has cleared.
Summary
Hopefully this chapter has helped you understand what fermentation is and how it works. You need to have sufficient yeast and the right conditions for them to work under to achieve the best possible beer. The next chapter will use this information to walk you through fermenting your first batch.