Section 3 – Brewing All-Grain Beer
Chapter 14 - How the Mash Works
The technology behind malting and brewing is, quite literally, one of the oldest in the history of mankind. Brewing scientists helped develop the microscope, pH, pasteurization, and a whole host of other technologies. And yet, it could be argued that we know more about flying than we do about the biochemistry of beer. Why? Well, to borrow a line from President Kennedy, “…not because they are easy, but because they are hard….” Making beer is so easy that people have been just doing it for thousands of years; they didn’t need to know how it worked, it just worked.
If it works, what more is there to know? The short answer to that question is given below. The long answer takes up the rest of the chapter. If you want, you can just read the Nutshell, and skip to Chapter 19 to brew your first all-grain batch. The purpose of the rest of this chapter and the chapters to follow is to teach you how to control and manipulate the mashing process to fine tune your beer’s character, adapting the process to your recipe (or vice versa), and to optimize your yield. But don’t get bogged down in the details; skim and move on if you want to, it will all make more sense after you have done it a couple times.
Honestly, the number of people I have talked to over the years that have read everything but are afraid of doing it for fear that they will make a mistake! Just do it! It will still be beer! Beer is proof God loves us and wants us to be happy.
Mashing: In a Nutshell...
Mashing is the term for the hot water steeping process that hydrates the malt, gelatinizes its starches, releases its natural enzymes, and converts the starches into fermentable sugars. The malt is crushed to facilitate hydration, and infused with 160-165°F (70-74°C) water at a water-to-grist ratio of 2 quarts per pound (4 liters per kilogram) to achieve a mash temperature of 150-155°F (65-68°C). The mash is typically held at that temperature for an hour, although a half hour is usually sufficient for conversion. After mashing for an hour, the mash is drained of wort and infused with an equal volume of sparge water. The mash is stirred, allowed to settle, and drained again. Done.The temperatures cited above are important, but not critical. To generalize, warmer temperatures will produce a more dextrinous wort, lower temperatures will make the wort more fermentable. However, if the mash temperature exceeds 158°F (70°C), the starch conversion is inhibited and fermentability will decrease significantly. The temperature can drift downward during the hour, but as long as it doesn’t get below 140°F (60°C), it’s fine. The starches will be converted to fermentable sugars, and you will have made wort.
An Allegory
[figure 90 – graphic of tools and twigs]
Cast of Characters:You: Amylase, the starch converter.Brother: Beta Glucanase, the gum chewer.Sisters: Proteinase & Peptidase, they share the work.Dad: Limit DextrinaseMom: Gelatinization Temperature
Our Story:There has been a big windstorm that has blown down a big tree and a lot of other branches in the backyard. Your parents decide that some yard work will build character—yours. Your task is to cut as much of it as you can into two inch lengths and haul it out to the road. You have two tools to do this with: a hedge trimmer and a pair of hand-held clippers. The hedge trimmer is in the garage, but the last time anyone saw the clippers, they had been left outside in the grass, which has since grown knee high. Plus, there are a lot of brambles growing around the tree that will make access difficult. Fortunately your dad has decided that your older brother and sisters should take part in this too, and will send them out there with the lawn mower and weed whacker right now. Likewise, Dad will gas-up the chainsaw and be ready to cut through the big limbs at the joints as you work. This will ensure that you will be able to keep working and not leave any big pieces behind. As soon as the grass and brambles are cut, you can find your clippers and get to work.
Your tools are rather limited for the amount of work you have to do. The hedge trimmer will be really useful for cutting all of the end twigs off, but will quit working once you get back towards the branches. The clippers will be useful then—they will be able to cut the middles of all the branches, but aren’t strong enough to cut through the joints. When you are done, there will be a lot of odd branched pieces left over in addition to your little pieces. Your success will be measured by how many little pieces make it out to the road. A large part of your success is going to depend on how well your family does in making the tree accessible to you. If you leave a lot of the tree behind, and if the stuff you get out to the road consists of a lot of big pieces, instead of the small pieces your dad wanted, then you won’t have done the job correctly. You had better plan your activity carefully.
Okay, your brother and sisters have done their work, and your dad is ready and waiting, but just as you are ready to get started your mom says that you have to wait until it warms up to 60 degrees outside, because she doesn’t want you to catch a cold. It’s more likely to get too hot to finish the job later on, but you still have to wait until it warms up before you can get started.
Defining the Mash
The allegory above attempted to illustrate all the activity that combines to convert the malt starches into fermentable sugars. There are several key enzyme groups that take part in the conversion of the grain starches to sugars. During malting, beta-glucanase (lawnmower) and proteolytic (weed whacker) enzymes do their modification work, opening the starch matrix for easy access and conversion to sugars. A small amount of further modification can occur during the mash, but the main event is the conversion of starch molecules into fermentable sugars and non-fermentable dextrins by the diastatic enzymes (clippers, hedge trimmer, and chainsaw).
Each of these enzyme groups can be influenced by different temperature and pH conditions. However, enzyme activity is usually more dependent on temperature than on pH. You can adjust the mash temperature to favor each successive enzyme’s function and thereby customize the wort to your taste and purpose.
Both malted and unmalted grains have their starch reserves locked in a tightly packed protein/carbohydrate matrix that prevents the enzymes from being able to physically access the starches for conversion. The starches must be gelatinized and liquefied before the starches can be efficiently converted to sugars. Crushing or rolling the grain helps expose the starch granules to hydration during the mash. Once hydrated, the starches will begin to gelatinize (i.e., swell with increased hydration) from a combination of heat and enzyme action. Alpha-amylase is able to work on the surface of ungelatinized starch, but it is not very effective. It’s like trying to trim the tree branches without a ladder.
Gelatinized starch is much more accessible to diastatic enzyme action. The average temperature for barley starch gelatinization is between 140 °F (60°C) and 149°F (65°C). However this is gradual process, with a portion of starch being gelatinized below these temperatures and a portion above. In addition, some cereal starch adjuncts like oats and corn contain small amounts of polar lipids that are associated with the amylose, making the starch more resistant to degradation. The best way to assure accessibility is to pre-gelatinize the starch by rolling and/or cooking before adding it to the mash.
After gelatinization, alpha-amylase is able to more efficiently break up the long starch chains into smaller starch chains (dextrins), which greatly reduces the mash viscosity. This stage is called liquefaction. These shorter starch chains are now fully accessible to the other diastatic enzymes (beta-amylase, limit dextrinase, and alpha glucosidase), and conversion of these shorter gelatinized starches to fermentable sugars begins.
The Acid Rest
Before the turn of the 20th century, when the interaction of malt and water chemistry was not well understood, brewers used the temperature range of 86-126°F (30-52°C) to help the enzyme phytase acidify their mash when using only pale malts. The water in the area is so pure and devoid of minerals that the mash would not reach the proper pH range without this acid rest. Most other brewing areas of the world did not have this problem.Malted barley is rich in phytin, an organic phosphate containing calcium and magnesium. Phytase breaks down phytin into insoluble calcium and magnesium phosphates and myo-inositol—a vitamin. The process lowers the pH by removing the phosphate ion buffers and producing weak acids. The acid rest is not used nowadays because it can take several hours for this enzyme to lower the mash pH to the desired 5.4–5.8 range (at room temperature). Today, proper mash pH ranges can be achieved from the outset through knowledge of water chemistry and appropriate mineral additions, without needing an acid rest.
Doughing In
To the best of my knowledge, the temperature rest (holding period) for phytase is no longer used for lowering the mash pH by any commercial brewery. However, this regime (95-113°F/ 35-45°C) is sometimes used by brewers for “Doughing-In”—mixing the grist with the water to allow time for the enzymes to be distributed. The use of a 20 minute rest at temperatures near 104°F (40°C) has been shown to be beneficial to improving the yield from all enzymatic malts. This step is considered optional but can improve the total yield by a couple of points.
One caveat for doughing-in is the issue of hot-side aeration. When you mix the grist with the water, long chain fatty acids can be oxidized thru the action of the enzyme lipoxygenase. Once oxidized these compounds can cause the formation of oxidized flavors in the beer later on. For example, 2-trans-nonenal is an oxidation product that has the taste and aroma of old paper. You can use boiled and cooled water for doughing-in to reduce the oxygen incorporated into the mash and minimize the oxidation effects due to lipoxygenase. Alternatively, you can skip the dough-in and mash-in at 140°F (60°C) or greater, because Lipoxygenase is denatured around that temperature, and its affects will be greatly reduced. Just remember to minimize aeration of the mash while stirring. [figure 91 – protease chart]
Beta Glucanase Rest
The other enzymes in this temperature regime are the beta-glucanases/cytases—part of the cellulose enzyme family, and are used to break up the beta glucans (non-starch polysaccharides) in unmalted barley, rye, oatmeal and wheat. These glucan hemi-celluloses (i.e. allegorical brambles) are partly responsible for the stiffness of the mash and if not broken down will cause lautering difficulties. Most of the beta glucan in barley is degraded during malting (from 4-6% by weight to less than 0.5%), so it usually not a problem for well-modified malts. The same applies to malted wheat, oats, and rye. Oats and rye typically have 2-3% beta-glucan by weight, and wheat typically has 1-2% by weight. Corn and rice do not contain significant levels of beta glucan compared to the other cereal grains.
Resting the mash at 95-113°F (35-45°C) for 20 minutes will break down these gums. The use of this rest is recommended to improve the lauterability of mashes using more than 20% of unmalted or flaked barley, oatmeal, rye or wheat. Amounts of 10-20% is a gray area, and amounts less than 10% can usually be handled by increasing the temperature at lautering time (mashout). In addition, beta glucan in the wort acts as a non-Newtonian fluid–the viscosity decreases as you stir it, just like ketchup. So, if your mash is not lautering well, give it a few stirs to thin it.
The Protein Rest and Modification
Barley contains a lot of amino acid chains that are used to form the proteins needed by the germinating plant. During malting and mashing, amino acids are enzymatically cleaved from these chains, and the amino acids are utilized by the yeast for their own growth and development during fermentation. The two main proteolytic enzyme groups responsible are the proteases and peptidases. Proteases work by cleaving the large, generally insoluble protein chains into smaller soluble proteins, which can enhance the head retention of beer but are also involved in haze formation. Peptidase works by cleaving amino acids from the ends of the chains to produce small peptides and amino acids, which are the wort nutrients that can be used by the yeast. In well-modified malts, these enzymes have done the majority of their work during the malting process.
Most base malt in use in the world today is well-modified. Modification is the term that describes the degree of breakdown during malting of the cell walls and protein-starch matrix of the endosperm. Moderately-modified malts benefit from a protein rest to break down any remnant large proteins into smaller proteins and amino acids as well as to further release the starches from the endosperm. Well-modified malts have already made use of these enzymes and do not benefit from more time spent in the protein rest regime. In fact, using a long (>30 minute) protein rest on well-modified malts tends to remove some of the body of a beer and reduce its foam stability, but this warning tends to be overstated, making a mountain out of a molehill.
Moderately-modified malts are becoming harder to find, but one example (Pilsen Malt) is available from Briess Malting, and others may be available from German or Czech maltsters. Moderately-modified malts work better with decoction mashing and brewers claim this method produces fuller, maltier flavors than infusion mashing with well-modified malt.The active temperature and pH ranges for the protease and peptidase enzymes overlap. Both types of enzymes are active enough between 113 and 152°F (35-65°C) that talking about an optimum range for each is not relevant. At one time it was thought that protein rests at higher temperatures favored proteases, and lower temperatures favored peptidases, but more recent studies have shown that is not true. You cannot favor one enzyme over another by controlling the mash temperature.
There are a several kinds within each group, and different kinds are active across a wide range of temperature and pH (2-8.5). The total activity of the proteolytic enzymes is highest at lower pH (3.8-4.5), but the difference is only about 15% more than the activity at a typical mash pH of 5.81.
Historically, the optimum pH and temperature ranges for proteolytic activity were thought to be lower, between 4-5 pH, and less than 140°F (60°C), but recent work by Jones et al2 has shown that the isolation and measurement techniques of the time had influenced the results, and the activity ranges in an actual mash are wider. The recommended temperature and time for a protein rest is 120-131°F (45-55°C) for 15-30 minutes, but the enzymes will still be active for some time at single rest mash temperatures of 140-155°F (60-67°C).
The main purpose of a protein rest is to provide FAN to the wort. Less-modified and moderately-modified malts have less soluble protein than well-modified malts and unmalted starches contain only a small amount. Thus, worts made from a large proportion of unmalted grains like barley, or particularly corn (maize) and rice, can be deficient in FAN, due to lack of soluble protein for peptidase to act on. Generally speaking, the raw barley contains about 30% of the total soluble protein, about 50% of the total is solubilized during malting, and 20% (or less) is solubilized during the mash. Also, only about 3% of the total soluble protein will be converted to FAN by the end of malting and mashing.
A secondary purpose of a protein rest is to break down large proteins that might otherwise cause lautering problems due to excessive top-dough (a proteinaceous mat that forms on top of the grainbed during lautering) and clarification problems due to haze active proteins. While the foam retention of beer can be improved to some degree by a protein rest, the necessity of a protein to improve head retention has been overstated. A protein rest need only be used for moderately-modified malts, or when using well-modified malts with more than 20% of malted wheat, rye, or oats. Malted wheat contains twice as much high molecular weight protein as barley malt. A beta glucanase rest can be combined with a protein rest by resting 113-122°F (45-50°C) for 15-30 minutes.
1 B. Jones and A. Budde, J. Cereal Science 41(2005) pp. 95-106.2 Jones, BL,. Budde, A.D., Effect of Reducing and Oxidizing Agents and pH on Malt Endoproteolytic Activities and Brewing Mashes, J. Agric. Food Chem., 51: 7504-7512, 2003.
Starch Conversion/Saccharification Rest
Finally we come to the main event: converting the starch reserves into sugars (also known as saccharification). There are a grand total of four types of diastatic enzymes that hydrolyze starches into sugars: alpha and beta-amylase, limit dextrinase, and alpha glucosidase. A single straight chain starch molecule is called an amylose. A large branched starch chain molecule (which can be considered as being built from multiple amylose chains) is called an amylopectin. Shorter chains are called branched dextrins to differentiate. The amylase enzymes work by hydrolyzing the straight chain bonds between the individual glucose molecules that make up the amylose and amylopectin starch chains. These starches are polar molecules and have chemically different ends. (Think of a line of batteries.) Amylopectin differs from amylose by having a different type of molecular bond at the branch point that is not affected by the alpha and beta-amylase enzymes. However, this branched bond is hydrolyzed by the limit dextrinase enzyme, which allows the amylases to convert these dextrins to fermentable sugars. The other diastatic enzyme, alpha glucosidase, makes glucose out of both starches and dextrins. It is a bit of a “dog”—it appears to have a negligible affect on starch conversion in the mash. In all likelihood, it’s probably very useful to a growing barley plant, but it doesn’t seem to help us make beer.
Let’s go back to our yardwork allegory for a second. You have three tools to make sugars with: a pair of clippers (alpha-amylase), a hedge trimmer (beta-amylase), and a chainsaw (limit dextrinase). While beta-amylase and some limit dextrinase are pre-existing, alpha-amylase (and more limit dextrinase) are synthesized in the aleurone layer during malting. In other words, the hedge trimmer and chainsaw are in the garage, but the clippers are out in the grass and brambles somewhere.
Beta-amylase works by hydrolyzing the straight chain bonds, but it can only work on “twig” ends of the chain, not the “root” end. It can only remove one maltose sugar unit at a time, so it works sequentially down the amylose molecule. On an amylopectin, there are many ends available, and it can remove a lot of maltose very efficaciously (like a hedge trimmer). However, beta cannot get close to the branch joints, probably due to its size/structure. It will stop working about 3 glucoses away from a branch joint, leaving behind a “beta-amylase limit dextrin,” unless it is assisted by limit dextrinase. But there appears to be much less limit dextrinase in the mash than beta-amylase, so the assistance is limited, especially at higher mash temperatures (>150°F/65°C).
Alpha-amylase also works by hydrolyzing the straight chain bonds, but it can attack them randomly, much as you can with a pair of clippers. Alpha-amylase is instrumental in breaking up large amylopectins into smaller amylopectins and amyloses, creating more ends for beta-amylase to work on. Alpha is able to get within one glucose unit of an amylopectin branch and it leaves behind an “alpha-amylase limit dextrin,” unless it is assisted by limit dextrinase.The temperature most often quoted for mashing is about 153°F (67°C). This is a compromise between starch gelatinization completion, and beta-amylase and limit dextrinase inactivation. Collectively, the diastatic enzymes work best from 130-150°F (55-65°C), but remember, the starch is not accessible until the mash temperature is 140-150°F (60-65°C). Alpha works best at 150-158°F (60-70°C), while beta is denatured at 150°F/65°C, working best between 131-150°F (55-65°C). While the rate of denaturing will depend on the particular malt and mashing conditions, one study by Stenholm et al., showed that in typical brewery mashing conditions beta-amylase was reduced to 75% of its initial activity after 30 minutes at 150°F (65°C) and to 10% of its original activity after 60 minutes.
As a general rule, the thermostablity and thermal optima numbers cited in textbooks and most scientific papers are made using purified enzymes acting on a suitably buffered substrate and not in an actual mash. The information presented above comes from work published in the last 10 years using actual barley starches. This helps explain the discrepancy between what past laboratory data told us shouldn’t work, versus what we have been able to do for the past five thousand years.
So, how can we use this information? The practical application of this knowledge allows us to customize the wort in terms of its fermentability. A lower mash temperature, of 140-150°F (60-65°C), yields a lighter bodied, more attenuable beer. A higher mash temperature, of 150-160°F (65-71°C), yields a more dextrinous, less attenuable beer. This is where a brewer can really fine tune a wort to best produce a particular style of beer.
As a practical example, see Figure 93. In the study, “Assessing the Impact of the Level of Diastatic Power Enzymes and Their Thermostability on the Hydrolysis of Starch During Wort Production to Predict Malt Fermentability, Evans et al., looked at the fermentable sugars profiles produced by conducting two-step mashes, where the primary temperature rest was conducted at temperatures ranging from 131 to 169°F (55 to 76°C) for 50 minutes, and the second rest was at 158°F (70°C) for 15 minutes, followed by forced cooling. The sugar profiles were compared to that of an ASBC Congress Mash (see Chapter 12), which is a standard malt test for determining the maximum percentage of extract by weight. While the mash profile of the Congress Mash has a basis in actual lager brewing practice, it was originally designed for less well modified malts, and utilizes a 30 minute long rest at 45°C (113°F) between the beta glucanase and proteinase enzyme regions. But, the Congress Mash schedule is the reference standard for total soluble extract, and thus its fermentable sugar profile is included for comparison.
The chart shows that the percentage of maltose and degree of attenuation is highest at 149°F (65°C) and that it falls as the primary mash temperature increases. The presence of maltose for primary mash temperatures below the gelatinization temperature is best explained by the action of alpha-amylase and limit dextrinase, because beta-amylase is rapidly denatured at the second temperature rest of 158°F (70°C). The degree of fermentability or apparent attenuation limit (AAL) was determined by measuring the OG and FG of the worts using an agitated fermentation with a high pitching rate according to industry standards. It is interesting to note how fast the AAL falls when mash temperatures are over 150°F (65°C), and beta-amylase is denatured. It doesn’t take a large shift in mash temperature to produce a big change in wort fermentability. Mashing in at 158°F (70°C) instead of 150°F (65°C) would raise the FG of a 1.050 wort from 1.005 to 1.011, based on this data (which is definitely in the ballpark based on my experience).
Other Factors for Starch Conversion
There are three other factors besides temperature that affect the amylase enzyme activity to a lesser extent. These are the time, mash pH, and the grist/water ratio. Enzyme activity is highest during the first 20 minutes of the mash and tapers off thereafter, with a steep drop after 60 minutes (typically). Depending on the mash pH, water ratio and temperature, the time required to completely convert the mash can vary from under 30 minutes to over 60. There is a lot of talk on the homebrewing forums about mashes that are finished in 20 minutes, as verified by an iodine/starch test. But the iodine test only tells you that you have degraded the starches, it does not tell you to what extent, nor the resulting fermentability, which will depend upon which sugars have been released. Generally, more time is needed to achieve the highest degree of extract from the grist and good fermentability, and I recommend mashing for an hour to be sure.Beta-amylase is favored by a wort pH of about 5.5, while alpha is favored by a higher pH of about 6.0. However, total diastatic enzyme activity is robust for mash pH values ranging from 4.5 to 6, and manipulation of mash pH within that range to promote beta over alpha is probably not going to have a significant effect on fermentability. Problems due to mash pH occur when the pH is less than 4.5 or greater than 6. When the pH is less than 4.5, the beta-amylase activity is severely impacted, and wort clarity is a real problem as well. When the mash pH is greater than 6, silicates and tannin extraction from the malt husks increases substantially, affecting beer flavor. Brewing salts can be used to raise or lower the mash pH but these salts should only be used to a limited extent because they can also affect the flavor. Water treatment is an involved topic and will be discussed in more detail in the next chapter. For the beginning masher, it is often best to let the pH do what it will and work the other variables around it, as long as your water is not extremely soft or hard. Malt selection can do as much or more to influence the pH as using salts in most situations. The pH of the mash or wort runnings can be checked with the pH test papers that are sold at brewshops and swimming pool supply stores, although a pH meter is recommended for better accuracy. The grist/water ratio is the least significant factor influencing the performance of the mash. A thinner mash of more than 2 quarts of water per pound of grain (>4 L/kg) dilutes the relative concentration of the enzymes, slowing the conversion, and leads to quicker denaturing, but could ultimately lead to a more fermentable mash because the enzymes are not inhibited by a high concentration of sugars. A stiff mash of less than 1.25 quarts of water per pound (<2.5 L/kg) is better for protein breakdown, and results in a faster overall starch conversion, but the resultant sugars may be less fermentable and could result in a sweeter, maltier beer. There is so much interaction of the various factors in the mash that it is difficult to generalize, especially with such a weak variable as mash ratio. When it comes to the mechanics of mashing however, a thicker mash is better for multi-rest mashes because it is gentler to the enzymes, and easier to step up from rest to rest due to the lower heat capacity of grain compared to water (0.4:1).
Summary
A compromise of all factors yields the standard mash conditions for most homebrewers: a mash ratio of about 1.5-2 quarts of water per pound grain (3-4 liters per kg), pH of 5.2-5.6 (@ 25°C), temperature of 150–155°F (65-68°C) and a time of about one hour. These conditions yield a wort with a nice maltiness and good fermentability.
.gif "Barley 1")
Figure 90 - Your tools for the mash allegory.
Table 17 – Major Enzyme Groups and Functions
Author’s Note 2025: Enzyme optimums are approximate. The comparison of several laboratory studies on enzyme temperature and pH optima have demonstrated that the data can vary considerably (+/-0.1 pH) due to barley variety, year of study, test conditions and pH adjustment reagents. These numbers are correct to the best of my knowledge, but it is best to view them as general ranges rather than hard facts.
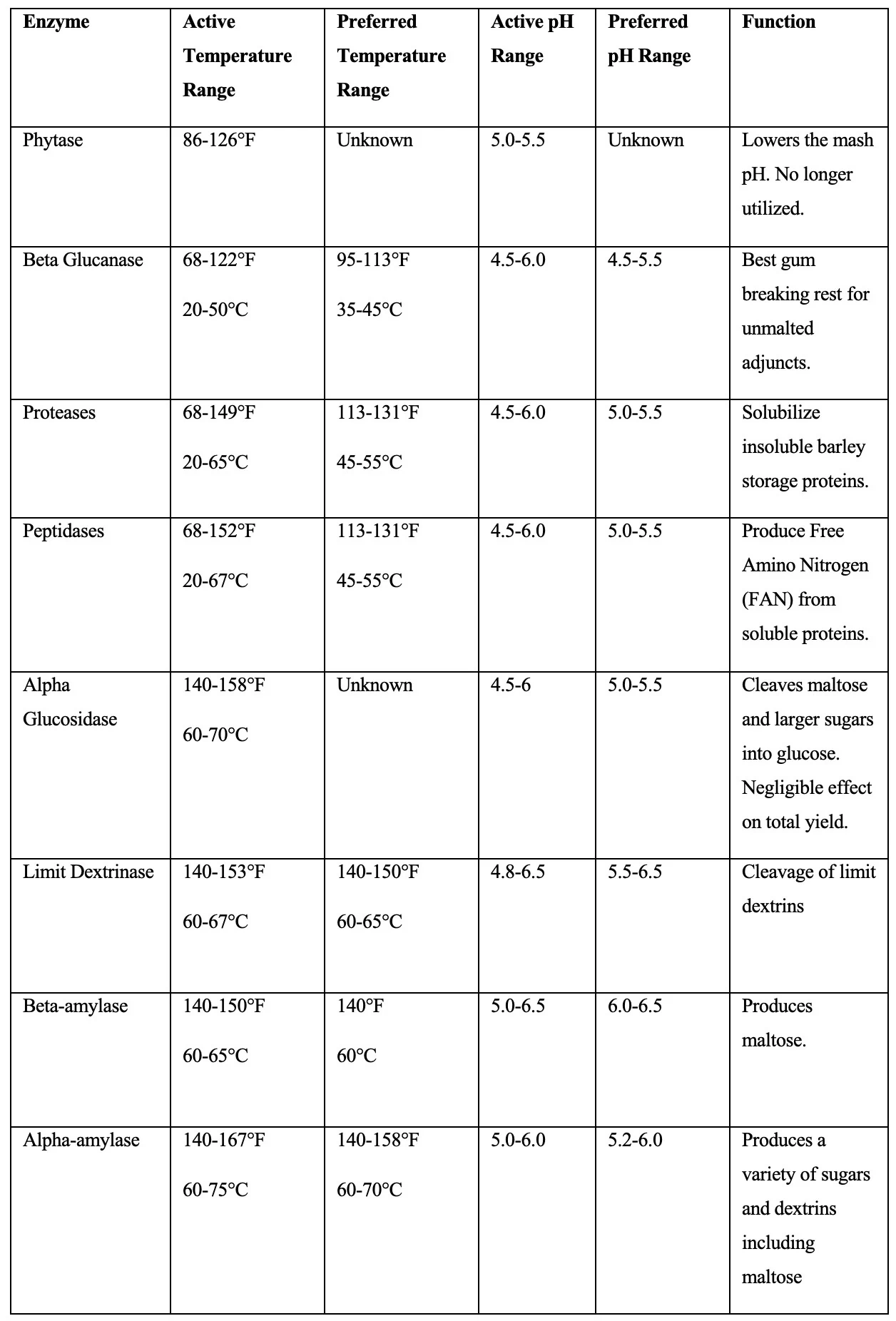
Note: The pH ranges are quoted at 25°C. The active temperature range for each enzyme indicates substantial measured enzyme activity under laboratory conditions. In the case of the diastatic enzymes, the preferred range begins where the starch becomes soluble (gelatinized) so that it is most accessible for efficient enzyme action, without being inactivated. The enzymes will be active outside the indicated ranges but will be denatured as the temperature increases above each range.
Table 18 - Starch Gelatinization Temperatures
Barley, wheat, oats, and rye can be gelatinized in the mash because their temperature range is below or mostly below the saccharification temperature range. Corn and rice need to be pre-gelatinized by cooking or hot rolling into flakes before they can be utilized in the mash. The degree of gelatinization depends on how hot the starch gets during the rolling/flaking process. The gelatinization temperature of a starch does not change significantly with malting.
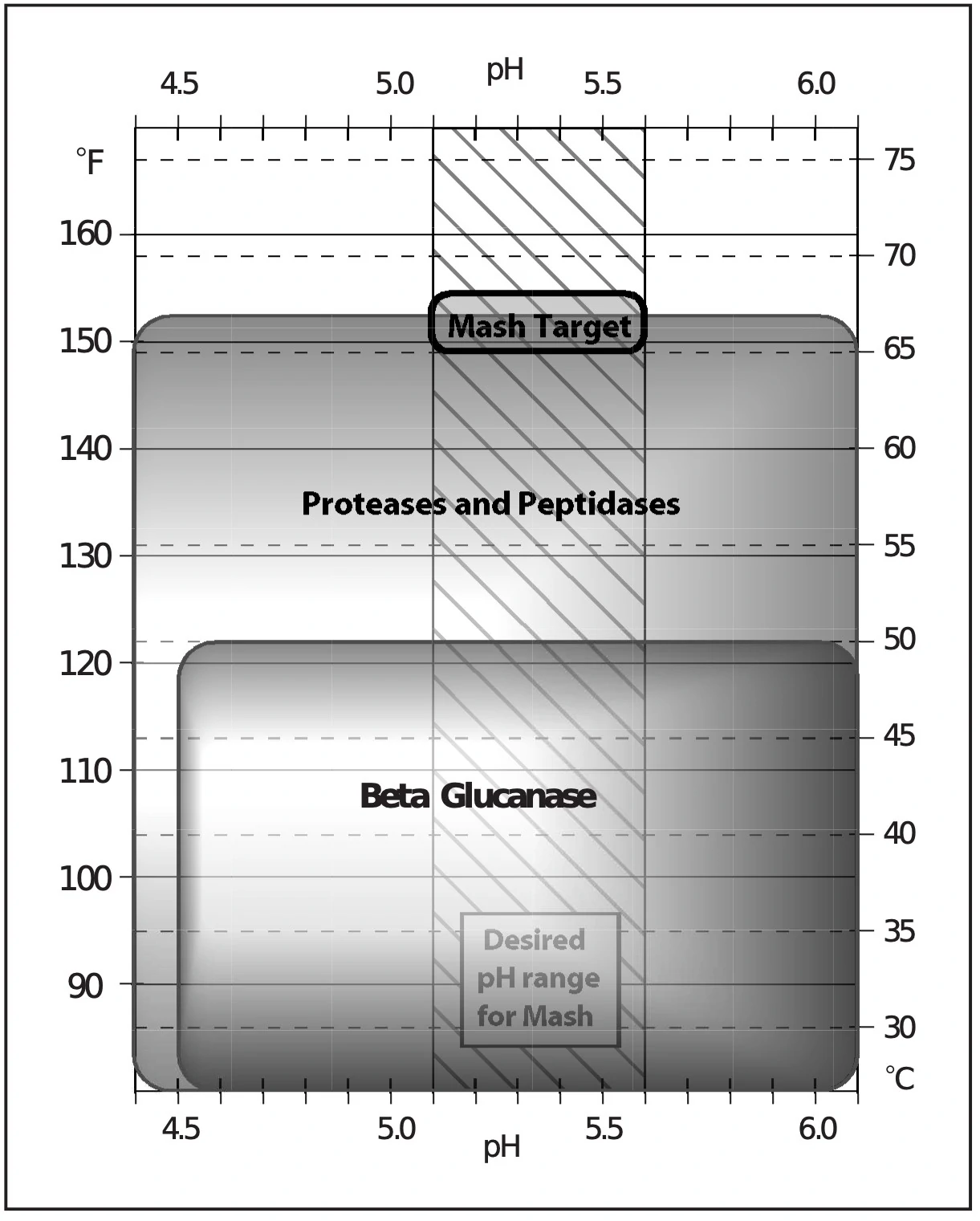
Figure 91 - A graphical representation of the activity ranges for the proteolytic enzymes and beta glucanase. The lighter areas within each range indicate a preferred or higher activity region, i.e., lower pH preferred.
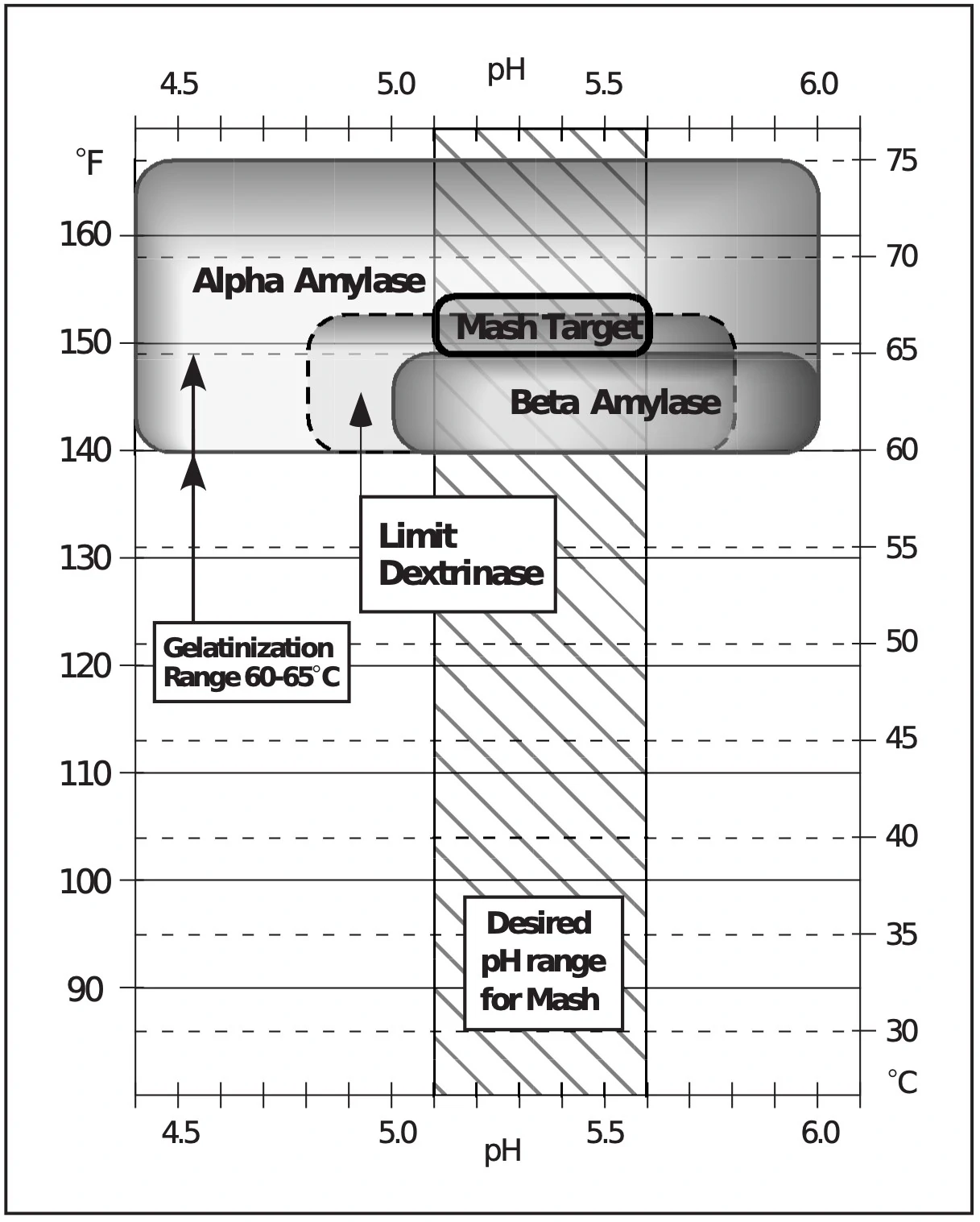
Figure 92 – A graphical representation of the activity ranges of the diastatic enzymes. The lighter areas within each range indicate a preferred or higher activity region.
Malt Modification in a Nutshell
One topic new brewers will often hear about, and one that even experienced all-grainers may not have a clear understanding of, is malt modification.
To explain it in brief:The starches that a brewer wants to convert to sugars by mashing are locked within the seed in a protein-carbohydrate matrix called the endosperm. During malting, the grain germinates and enzymes in the seed begin unlocking the endosperm to make the nutrients available for growth of the new plant. The purpose of malting is to allow germination to proceed just far enough to unlock the endosperm, but stop the process by drying before the plant can use those starches, and save them for the brewer. The degree to which the endosperm is unlocked is called the modification. The more the endosperm is modified, the easier it is for the amylase enzymes to access and convert the starches to sugars. The most commonly used indicator of malt modification is the Soluble-to-Total-Protein Ratio (S/T ratio), also known as the Kolbach Index. During malting, the proteolytic enzymes break up the large proteins in the endosperm exposing the starch granules and creating soluble amino acids, otherwise known as FAN. The ratio of soluble nitrogen to total nitrogen for the malt describes the extent of unlocking of the endosperm. To generalize, a ratio of 36-40% is a moderately-modified malt, 40-44% is a well-modified malt, and 44-48% is a highly modified malt. Historically, some of the German malts of a hundred years ago had ratio of 30-35%, and can be considered less-modified.The yield from moderately-modified malts can be improved by decoction mashing—where the boiling of portions of the mash and multiple temperature rests help to fully solubilize and convert the starches. The yield from well-modified malts can benefit marginally from multiple temperature rests during mashing, but most of the extract can be obtained using a single temperature rest at 150-155°F (65-68°C). Highly-modified malts do not benefit significantly from multiple temperature rests during the mash and can be easily converted using a single temperature rest at 150-155°F (65-68°C).
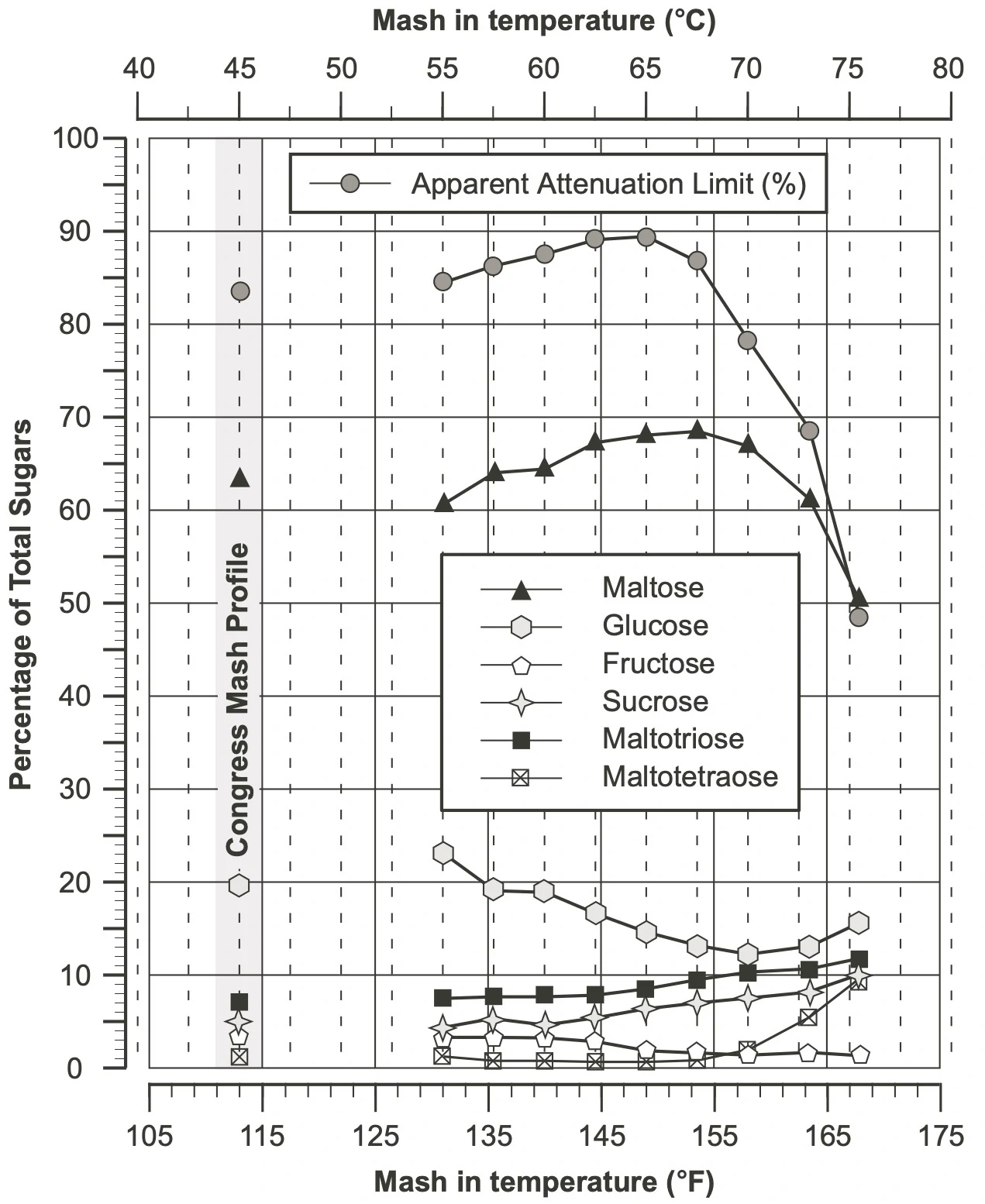
Figure 93 – These curves plot the fermentable sugar profiles of four different base malt samples of similar diastatic power tested under the same procedure. Test mashes were conducted at 9 different mash-in temperatures and compared to the fermentable sugar profile and apparent attenuation limit (AAL) of a Congress mash for the same malts. Each data point is the mean of four different base malts. The Congress mash consists of mashing-in at 45°C (113°F) for 30 minutes, ramping at 1°/minute to 70°C (158°F), and holding for 60 minutes before cooling. The mashes for mash-in temperatures ≤70°C (158°F) were held at the noted temperature for 50 minutes and then raised to 70°C for 10 minutes before cooling. The samples mashed-in at temperatures >70°C were held isothermally for 60 minutes. (Data extracted from Evans et al., J. Amer. Soc. Brew. Chem. 63(4), 2005)